编者按:本文为SÜSS MicroTec 公司Luca Gautero撰写的加成法系列连载,点击回顾 SüSS MicroTec:加成法,控制液滴的技术。
为了买到最合适的产品,我们需要从一家商店逛到另一家商店,网络购物时代的到来,使我们摆脱了这种麻烦,提高了我们的生活质量。尽管如此,还是要付出代价的:处理几乎完美的定性对比。这样的对比可能是客观和最终的,因此第一次就做对应该很容易。然而,我们仍然需要判断什么是足够好的、什么是比足够好更好的。
如果想在电子商务网站上找到喷墨工具,除了设定尺寸和质量外,还要确定“工业和科学”类以及“增材制造产品”等选项,以及可指定喷射特性的多个产品技术指标;这些技术指标基本上可详细说明系统中的打印头。做出正确选择所需的知识是如何将这些技术指标与所需的应用(例如阻焊)相关联。
我认为打印头最重要的特性如下:
· 原始分辨率,既每英寸的喷嘴个数(nozzle per inch,简称NPI)
· 最大频率和驱动电压
· 最小液滴体积(假设多液滴能力)
· 喷嘴阵列、数量和定位补偿机制的设计
· 加热和油墨循环系统
下文将说明和讨论每个特性。每英寸点数(dot per inch,简称DPI)单位的简短说明,这是常用的打印分辨率单位。作为二维目标图像需要两种分辨率。两个维度通常具有相同的分辨率,因此实际只存在一个维度。喷墨打印以不同的方式识别和实现两种分辨率(即使数值相等时):交叉扫描分辨率是NPI和小步移动的组合。它的正交等效物——扫描分辨率,形成了速度和喷射频率之间的关系。图1为分辨率的解释。
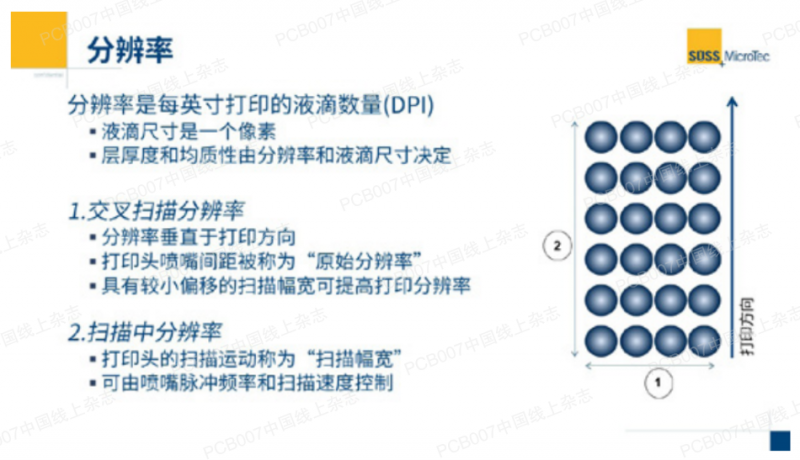
图1:各类分辨率解释(来源SüSS MicroTec)
阻焊打印得益于几十微米的打印分辨率。2550DPI的分辨率可提供略低于10µm的像素。NPI为50的打印头需要50个小移动(10µm)才能实现这种交叉扫描分辨率。在每一小步中,打印头都会在整个长度基板上覆盖部分图形。尽管打印速度很高,但低NPI的补偿是以宝贵的时间为代价的。另一种可能是堆叠和对准多个打印头,以创建具有更高NPI的虚拟打印头,尽管机械公差很小。从上一个例子来看,它的公差小于5µm。如果说死亡和税收是生命中为数不多的确定因素,“交换打印头”就很接近确定因素了。因此,售后服务工程师需要技能、工具和时间来匹配这些公差。换句话说,低风险路径是具有高NPI的打印头。
打印头的电子产品部分是数字输入和喷射输出之间的接口。这些接口驱动喷嘴的机械执行器。喷射频率除以扫描内分辨率时与打印速度成正比。对于快速打印,较高的最大频率是必要的。当然,对于材料鉴定,来料测试之一是其阻尼特性,以允许整个可用频率范围。获得最大工作频率的另一项检查是波形周期的倒数。波形是一系列电压脉冲,执行器将其转换为机械运动,向液体提供动能,随后从喷嘴口喷射液滴。简言之,快速电压上升(转换速率)或高电压的能力扩大了合适波形的研究空间。一个好的波形可提供快速移动到基板的液滴。快速液滴的飞行时间较短,这对于较高的液滴放置精度是必要的。
图形行业一直在推动打印头制造商增加灰度;影响在每个位置打印的液滴体积的可能性。灰度是一种将“刻度级别”指定给定义波形的方法。由于多个序列脉冲和调谐脉冲幅度的组合,波形在液滴体积上会有所不同。高阶用户能够在可用工作频率范围内实现刻度和输送量之间的任何关系。现在许多打印头都支持这种配置。尽管如此,最小液滴仍然是表征打印头最常用的参数,因为它说明了喷嘴的几何形状。灰度可以轻松地将低液滴量、高精度的打印头转换为精密的工作台,以获得极佳的材料输出,从而加快涂覆速度。
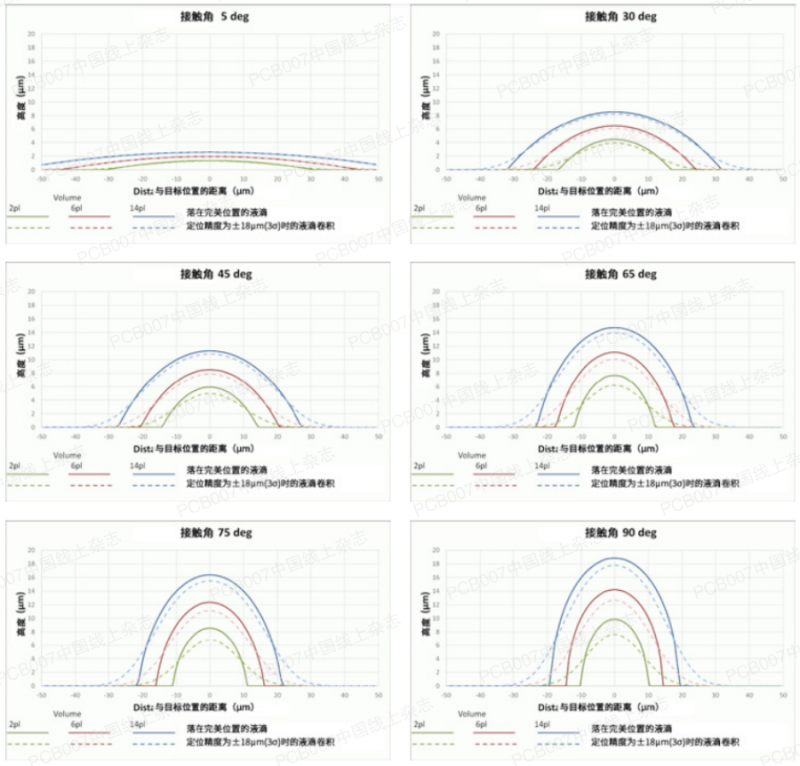
图2:阻焊应用打印喷头3种常见体积液滴轮廓图
单独的打印头尽管可与应用完美匹配,但无法单独满足制造需要。打印头中喷嘴的数量是其生产准备就绪的第一个标志。然而,高产量喷墨的关键在于组合多个打印头,以进一步增加喷嘴数量,并可能用一系列打印头覆盖整个基板。当高NPI可用时,这种打印头堆叠更容易且打印头密集度更低。设计良好的制造工具将具有多个打印头组合,这些打印头的设计可使维护简单直接。此外,工具的存在允许在所需像素分辨率范围内进行良好交互对准至关重要。喷墨打印设备的供应商负责采用可靠的方法对准打印头。这种方法可确保更换的打印头从第一个液滴起就可以与其他打印头完美配合。
最后也是最重要的特性是加热和供墨循环系统。上一篇关于材料的专栏文章详细介绍了油墨的流动性。目前的阻焊油墨需要喷射温度略高于室温。这确保了对油墨黏度的控制(在室温下喷射可能会带来喷射质量的季节性变化)。优良的设计将考虑打印速度条件下稳定液体流温度所需的功率。所选喷射温度以外的任何因素都会导致下落速度不一致,从而导致下落定位不一致。大多数打印头都有方便的集成加热器利于低输出。有些打印头没有这种复杂性,制造商只需指定黏度范围。外部加热器必须始终保持正确的液体温度。供墨循环装置需与外部加热装置完美匹配。液体的流量是固定的,远远高于通过打印头的油墨输出。因此,加热器可在稳定状态下工作,确保始终保持良好的喷射温度。这一优势尽管相关,但不应成为在系统中集成供墨循环的唯一原因。无论多么精心地向打印系统输送油墨,油墨系统中的任何位置都可能出现气泡,这些气泡所在的腔体越小,如弯月面压力不稳定到喷嘴堵塞等问题越严重。供墨循环系统可确保连续无常见故障。这种装置的好处是可应对已经有问题的制造,尽管需要偶尔清洗。
打印头的5个属性及其上述说明有助您具备公平判断的基本知识。本专栏的要点是,良好的打印头选择会带来可靠的制造工具。此文描述的喷墨工具供应商设计了精确的元件组合。这项任务几乎与元件的可靠性无关。同时,不能连续运行的制造工具完全没有存在的意义。
本专栏文章的主题是打印头选择,其中包括液滴体积的重要性。上一段提及“微小意味着精确”,似乎否定了液滴体积的重要性,了解液滴体积重要性最好的方法是了解上一篇专栏文章中描述的接触角,以及第一篇专栏文章中的液滴定位精度。图2给出了用于阻焊应用打印头的3种常见液滴轮廓。在每帧动画图中,与曲面的不同接触角将生成不同液滴轮廓。此外,虚线、一千滴的标准化总和,或者换句话说,液滴轮廓和定位精度的卷积,显示了液滴位置和给定放置精度之间的关系。重复几次后,图片序列显示液滴定位会以相同的方式以相同的角度影响所有体积。小角度下,其作用相对较小。
接触角从15°移动到45°时,下降直径迅速减小。设计打印工艺时,要考虑到稳健性,应避免这种低角度范围。接触角超过45°后,直径以较慢的速度减小,精细的预处理只能获得较低的回报。在基板表面获得并保持高且均匀的接触角是棘手的任务。此外,存在错误放置液滴的风险;事实上,接触角更大时,错误放置液滴的风险会相对更大。这种情况会很快破坏90°液体壁的微妙平衡,并导致液滴出现错位。45°~60°之间的接触角为特征保真度提供了合理的工艺窗口。
阅读原文查看,文章发表于《PCB007中国线上杂志》22年2月号,更多精彩原创内容,欢迎关注“PCB007中文线上杂志”公众号。



 沪公网安备 31011702001106号
沪公网安备 31011702001106号